
Sommario
What is Additive Manufacturing
In the field of industrial research, Additive Manufacturing (AM), or more generally 3D printing, refers to a family of processes that share a common attribute: layer-by-layer manufacturing.
Each layer corresponds to a cross-section of a 3D model, and by overlapping these layers on top of each other along an axis (typically the Z axis), the desired component is obtained.
This manufacturing process is the exact opposite of what happens with traditional manufacturing technologies, such as milling and turning, where the process involves making components from solid parts by subtractive means.
How does Additive Manufacturing work?
The common attribute of all Additive Manufacturing processes is the layer-by-layer realization. Additive technologies differ mainly according to the material processed: metal or polymer.
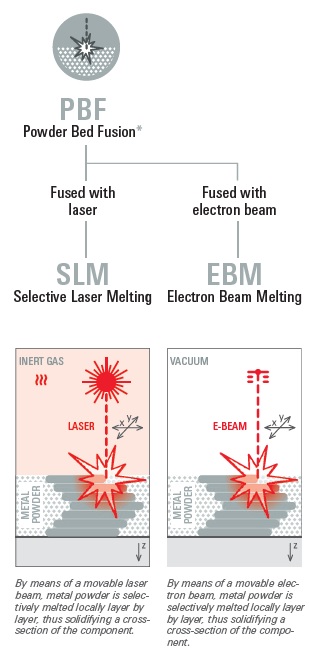
For metal, the most widely used technology is called PBF (Powder Bed Fusion): a laser or electron beam system “draws” the geometry corresponding to the section under construction on the surface of a thin layer of metal powder. The passage of the beam causes the powder to melt and solidify in a very short time. Once the laser or electron beam has passed through, a new layer of powder is added, and the process is repeated until the final metal parts are formed.
For polymer one of the most popular technologies is FDM (Fused Deposition Modelling) which is based on the use of a thermoplastic filament. This filament, collected in spools, is passed through a special temperature-controlled extrusion head, which melts/softens the material. The extrusion head moves in the plane according to a path designed and/or imposed by the software, gradually depositing the material.
Application Fields of Additive Manufacturing
Additive Manufacturing allows great flexibility in design, allowing to build highly complex geometries and in some cases obtainable only with this technology.
In the industrial world, the following are the main fields of application:
1) Rapid prototyping: from virtual file to real component in a few hours.
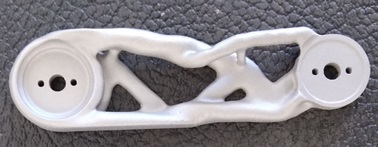
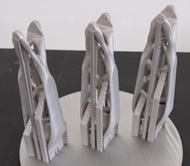
2) Realization of geometries with high strength/weight ratio and extremely complex, not achievable with other technologies.
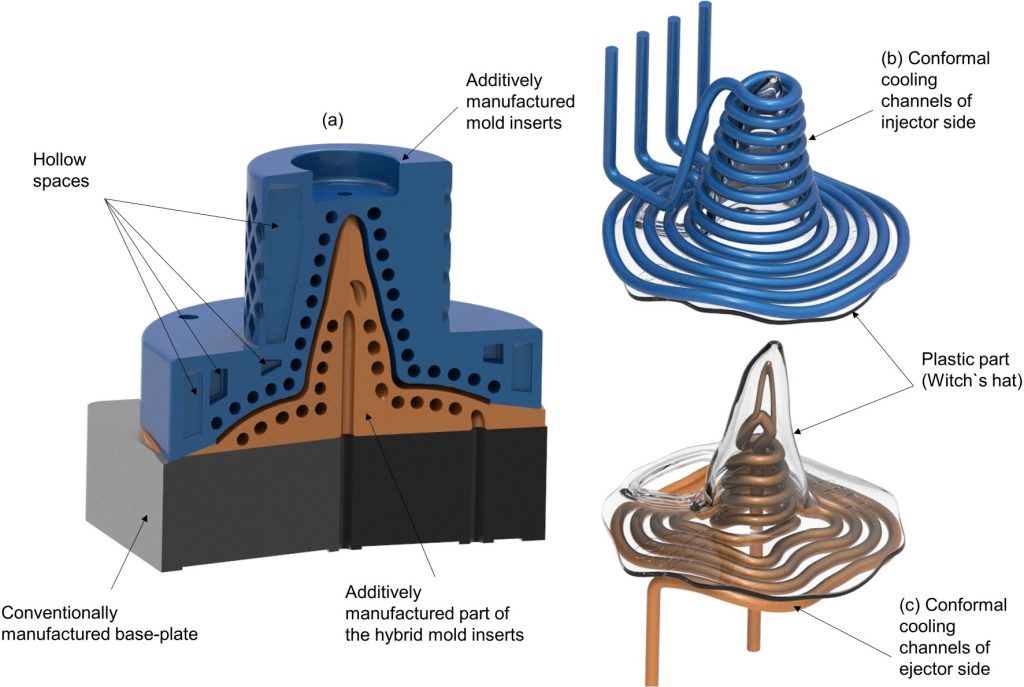
3) Conformal cooling channels.
4) Components made with innovative materials (e.g., metal matrix composite materials).
Features of Additive Manufacturing
Like any technology, additive manufacturing offers strengths and disadvantages.
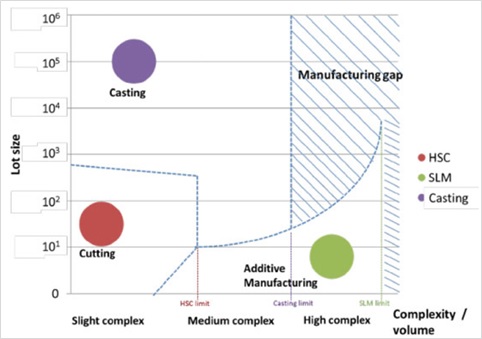
These production processes are indicated for the realization of components with complex geometry allowing both the realization of prototypes reducing the time of development and the manufacture of components in small batches of production, sometimes reducing the cost.
One of the characteristics of the technology is the possibility, through an optimized design (DfA, design for additive manufacturing DfAM), to reduce the weight by increasing the mechanical strength of the parts. This can also lead to energy savings in the system as well as optimizing the dynamic performance of moving parts.
Among the disadvantages, it should be noted that:
- in general, it is a technology that is suitable for the realization of small production batches.
- For metal components, it requires post-additive machining (heat treatment, stress relieving, surface finishing to reduce roughness, CNC machining for couplings, etc. …).
- It is a process that in general can lead to higher costs per unit produced than traditional processes. The number of variables that come into play is multiple: the technology used, the number of production batches, the material, the geometric complexity, etc.
- Using these technologies for the realization of components easily obtainable with traditional processing technologies may make sense only in the prototype phase to reduce development time.
What does Il Sentiero International Campus do in the world of Additive Manufacturing?
The industrial research centre Il Sentiero International Campus is engaged in the field of Additive Manufacturing in several areas:
- Development of solutions for AM
Design For Additive Manufacturing (DfAM).
Study and development of new solutions starting from standard components with a design optimized for 3D printing.
Topological Optimization.
Thanks to the most modern FEM analysis software tools, it is possible to simulate the working conditions of a component and, knowing the material properties, it is possible to predict its tensional state. Subsequently, thanks to Generative Design software, it is possible to lighten the component by putting material only where necessary, thus generating optimized geometries.

- Prototype realization.
Thanks to the plants present in the structures of the Laboratories and Technologies and its network, it is possible to realize the prototypes of the studied components. The prototyping activity allows customers to test and validate the design and the different solutions in a relatively short time.
- Reliability engineering.
Realization of test benches to test the new solutions: from single components up to entire production processes.
- Study of materials and processes.
The study, the choice, and the analysis of the materials suitable for the application and for the future working environment is a fundamental part of the work carried out. The analysis of the characteristics of the materials and their behaviour is possible thanks to the instruments present in the laboratories. This allows to:- to qualify components in terms of mechanical/physical performance and corrosion resistance.
- To study performances and applications for new materials.
- To investigate new post-processing technologies and related mechanical and electrochemical properties.
- Training and education.
Thanks also to its network, Il Sentiero International Campus, can organize for its customers’ training courses related both to DfAM (Design For Additive Manufacturing) and to the implementation of the technology in different companies. These training courses involve the application of the concepts proposed during the course to case studies chosen by the customer.
In summary, in the Additive Manufacturing field, Il Sentiero is committed to carrying out industrial research by identifying the best solutions to the case study.
Strengths of Il Sentiero in Additive Manufacturing
Thanks to its laboratories and qualified staff, compared to other realities that carry out 3D printing activities, Il Sentiero International Campus has the advantage of having specific know-how on materials, their choice and the possibility to follow in first person investigations and laboratory tests.
In fact, both in the experimentation phase and in the realization of prototypes, the researchers have the possibility to conduct all the necessary tests to completely characterize the material. This is also essential when developing process parameters, particularly when studying innovative materials.
Many service providers simply make the components and, when deemed strictly necessary, outsource such analyses.
The synergy of specific competencies in technology, materials, and processes together with the possibility to operate on dedicated plants and have a laboratory with qualified personnel is the ideal combination for a deep understanding of the processes and of the results obtainable from them.
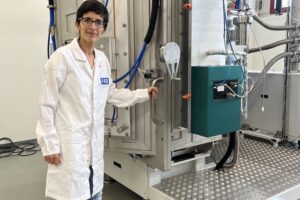
Additive Manufacturing laboratory of Il Sentiero
The Additive Manufacturing laboratory of Il Sentiero International Campus is spread over 120 square meters in the Magreta (MO) headquarter, in a safe and controlled working environment. Inside the laboratory are installed four printers: two for metal alloys and two for polymeric materials.
For metal printing, two Trumpf Sisma Laser-PBF machines are installed: the MySint100 and the MySint300. The printers have been qualified for alloys of AISI 316L stainless steel, Ti6Al4V titanium, AlSi10Mg aluminium, and Böhler AMPO M789. The machines differ only in volume and printing capacity, but the principle of operation is the same.
Printers for polymeric materials, on the other hand, use two technologies that are similar, but different from each other.

For printing the most common thermoplastic materials, such as PLA, TPU and ABS, the research centre is equipped with the Kentstrapper Mavis, which uses FDM technology. Its constructive simplicity and its large printing volume guarantee an easy change of material and the realization of even very large components (40x40x70 cm). It has the possibility to use also Biopolymers. It is mainly used for the realization of supports for the laboratory and templates for the positioning of tools.
A more in-depth discussion deserves the second printer, the Markforged X7, which uses a variant of FDM technology, the CFF (Continuous Filament Fabrication). Through this technology, in fact, it is possible to realize, directly from 3D printing, real composites (plastic material with reinforcing fibres). The print head is equipped with two nozzles: from one comes out the polymer (polyamide) while from the other comes out the filament of the reinforcing fibre. The presence of the fibre, which can be one of carbon fibre, glass fibre and Kevlar fibre or high-temperature glass fibre, allows to have components whose tensile strength is slightly lower than aluminium alloy, but with a much lower weight.

Case study 1 – Böhler
As mentioned, in the field of Additive Manufacturing, the study of material properties and process characteristics is one of the strengths of Il Sentiero.
Precisely for this reason, a collaboration with the Böhler steel mill was activated between 2019 and 2020. The company in 2019 was proposing a new hybrid steel alloy called AMPO M789, specifically for additive manufacturing. The alloy in question promised hybrid characteristics between a 17-4PH steel and an AISI 316L. Thanks also to the activation of a master thesis at the Faculty of Materials Engineering of the University of Modena and Reggio Emilia, the material has been thoroughly studied, especially regarding its corrosion behaviour.
The results have been presented at some scientific conferences.
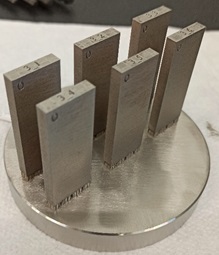
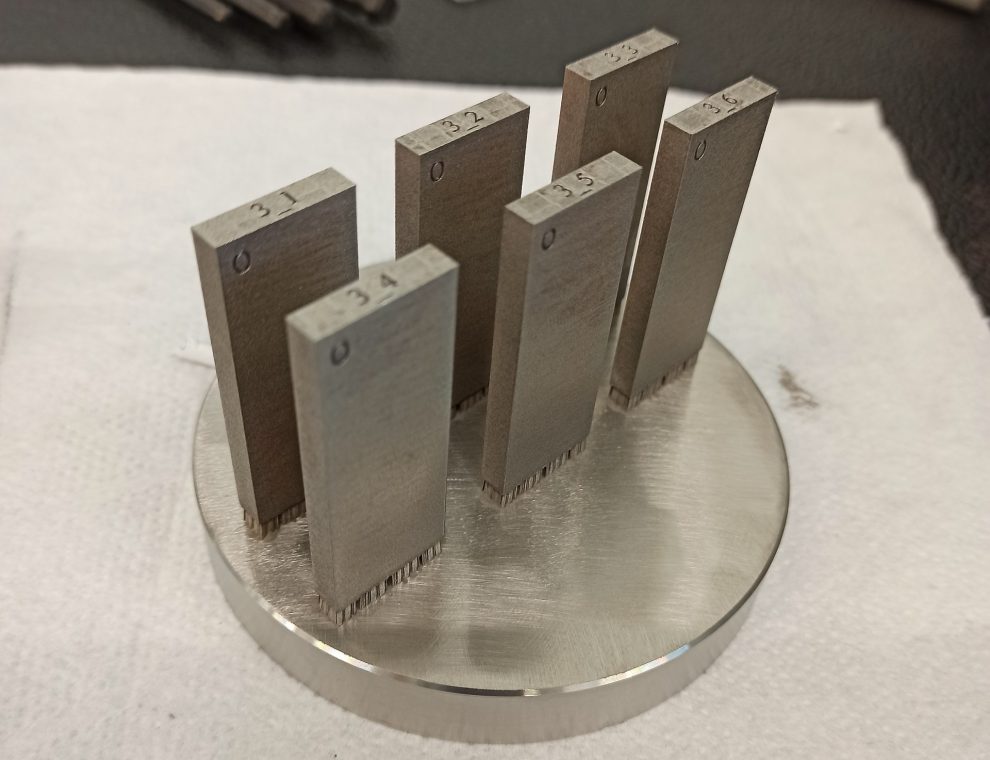
Figure 14 Corrosion test specimens printed on MySint100 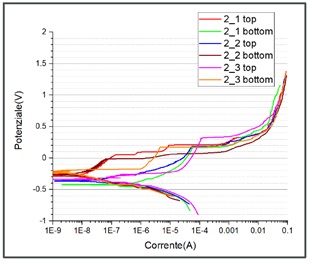
Figure 15 Polarization curves
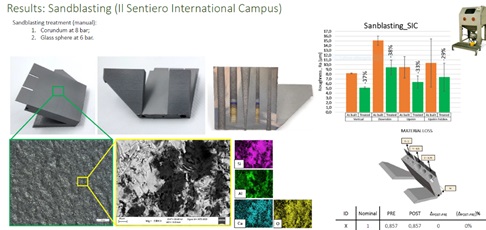
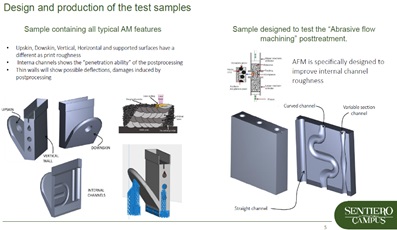
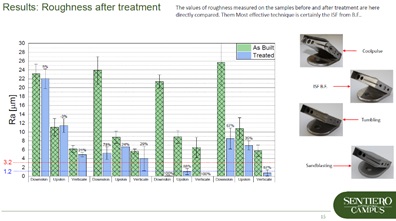
Case study 2 – AM roughness studies
Among the disadvantages related to using AM manufacturing technologies with metallic material is surface finish. Many components require a state of surface finish that cannot be achieved by the AM process alone. This also affects various properties such as corrosion resistance. Therefore, it is necessary to have one or more post additive steps to achieve the necessary surface roughness to comply with the application requirements.
There are many post-processing techniques to reduce surface roughness: from simple sandblasting to immersion techniques in electrochemical baths.
At the request of a customer, Il Sentiero undertook an industrial project to study the main technologies currently available in the European market to evaluate the performance in terms of achievable/obtainable roughness. The wide-ranging project took about a year and a half of time including several activities such as technology scouting, identification of suppliers, design and implementation of samples, tests, measurements and data analysis and reports. The materials examined were AISI316 and Ti6Al4V.
The laboratory tests developed (roughness analysis, optical and electron microscope analysis, tomographic analysis) have allowed us to evaluate the effectiveness of the individual post-processing techniques taken into consideration in terms of roughness, surface “pollution” and material removal.
Today we have a picture of the performance of the different technologies; this will allow choosing the optimal process to adopt in each case under study depending on the application and cost.
____________________________________________
Figure 1 from FormNext AM field guide
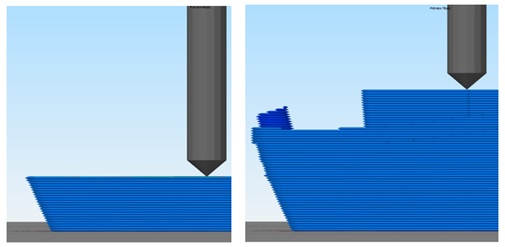
Figure 5 from https://link.springer.com/article/10.1007/s00170-021-06794-0#citeas







 @EcorIntern
@EcorIntern