

Sommario
When we talk about the production of manufacturing plants, it is easy to think of medium-large size components and therefore of welds that reflect these dimensions. The world of welding is also beautiful because it is varied, especially if there is the ability to change paradigms and find variants. This is what Ecor International has been able to do, producing a series of welds on components with dimensions in the millimetre range.
Complex welding
The Schio-based company, in addition to following projects for large plants in the food and pharmaceutical sectors, thanks to its 46 years of experience develops and produces various filling systems.
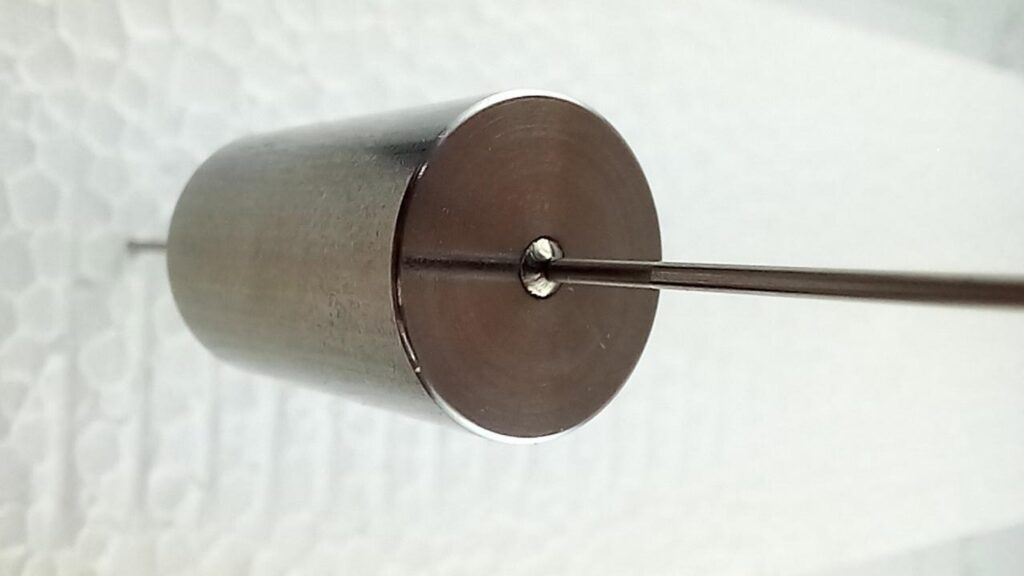
In this case, the customer’s request is characterized by particularly thin diameters and thicknesses: for example, diameters of 1.0 mm.
Process engineering, in particular the company’s IWE, oversaw the development of the welding joint.
The challenge of this project is represented by the realization of the welding of such a thin tube, not to say miniaturized and therefore very critical, in steel AISI 316 L, avoiding deforming the dimensions of the tube and obstructing the passage of the material.
Laser welding
The choice of process engineering fell on laser welding and on a semi-automatic laser welding machine, specific for small size and low power welds, able to work without losing precision and quality of the result.
To obtain a weld that complies with the project specifications and the customer’s requirements, several welding tests were carried out with the addition of material, until an extremely regular result was obtained.
Laser Beam Welding (LBW) is characterized by higher welding speed and lower heat input. Moreover, since it can be easily automated, it makes the process more stable, guaranteeing better joint quality. Some destructive and non-destructive tests and metallographic analysis were necessary to evaluate the possibility of using this technology. All tests were performed in-house by Ecor International, which can count on a production department with five laser welding systems: four automatic and one semi-automatics.
LBW allows for a linear aesthetic result since the weld seam is finer and cleaner.
Then, to ensure a workmanlike result and the absence of deformations, quality controls were performed, such as metallographic analysis and dimensional checks.
“The customer’s request was very particular – said Fabio Pozzebon, pharma business unit manager – because welding an object with a diameter of 1 mm or slightly more is a very critical operation. The qualification phase, during which we identified the parameters for making this joint while complying with our customer’s very restrictive requirements, took a lot of effort, but in the end we achieved the goal set by the customer”.
Welding that goes into space
Ecor International proves to be at the forefront by demonstrating how it is possible to apply its skills in several completely different fields. This is not the first time that the Schio-based company has borrowed some of its processes in other projects, making the transversality of its skills a feature appreciated by the partners with whom it works.
The Aerospace and Defense unit production department of is engaged in a meticulous process qualification work, for the realization of stainless-steel piping grids for miniaturized fluidic systems: in fact, also in this case, the external diameter of these pipes is less than 2 mm, but a high-power tig welding has been preferred.
Now, the project is in the qualification phase: that is, the process parameters are being defined through the realization of test samples that will be characterized in compliance with the required quality standards through destructive and non-destructive tests.
Once passed these tests, the next step will be the execution of welds between the rigid tubes and other very small components, such as pressure sensors, filters and valves.
Criticality of the project
The complexity of the project is due to its extremely small sizes, which requires extreme precision in the various processes involved. Normally, pipes are welded from 6 mm in diameter upwards. To go below this limit and achieve machining operations of 1.00/1.06 mm is a particularly demanding challenge, but one that is full of stimuli.
Complicating the project is the thickness-to-diameter ratio, which is very high: even a small difference in the weld can lead to the occlusion or reduction of the passage of fluids.
“Participating in an innovative project like this confirms our skills – said Giulio Roana, head of the Aerospace and Defense business unit of Ecor International – We started from scratch a few years ago and in a short time, after obtaining NADCAP certifications for Welding Processes, Heat Treatment and Non-Destructive Testing in the aeronautical field, we are recognized by our customers as an efficient and reliable partner also in the space sector. We are very proud to give our contribution to a very important and increasingly prestigious sector such as the space economy. A definition behind which there are not only the most famous names of Italian manufacturing but also realities like ours”.

Different weldings
The choice to perform two different types of welding is what sets Ecor International apart: namely, that of finding the best solution for each project.
The two cases share a miniature size welding that requires the highest precision but, differentiating them, there are different requirements.
Two different areas of application led to the use of the best welding technology to meet the requirements of the client and the specific case: laser, which is more suitable for the filler needle, and GTAW, which in the qualification phase meets the requirements of the project in the aerospace industry.
In both cases, process stability and result quality were guaranteed.







 @EcorIntern
@EcorIntern